How to make a Silicone Mold and Castings (for advanced modelers)
 |
1. Before you start it is suggested you spruce you part. This basically means build a stand of sorts at the bottom of the piece your are wanting to mold & cast. ( in this picture the spruce starts at the bottom & sides of the shoes ) This base can be made of styrene. Be sure that you build base for reservoir. |
 |
2. Cut line onto master. This will assist you when cutting mold . The line will become exposed when cutting mold. Cut line should be made using a Sharpie Marking Pen. BE SURE TO HAVE THIS LINE FOLLOW ON TO YOUR MOLD BOX before pouring the silicone. This will help you when you de mold. Your will have a starting point. |
 |
3. Place Master with base onto Foam Core. Begin the steps of making your mold box . |
 |
4. Mold limit line added to Inner box wall. Do this with a pen. This line is where you will pour your silicone to. Should approx. 1 / 4” to 3 / 4” above your Master. |
 |
5 Mold box walls now ready for hot melt glue gun. 5a Inner Wall |
 |
5b Outer Wall |
 |
6. Tack mold box first with Super Glue to maintain form |
 |
7. Using Hot Melt Glue Gun bead and seal the entire mold box. This will prevent silicone from leaking thru the mold wall seams. |
 |
8. Mix your rubber per instructions given with purchase of your silicone or found in another section of this website |
 |
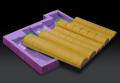
9. Your mold is poured and after 12 – 24 hours the silicone rubber has cured. Notice we exaggerated the Hot Melt Glue around the mold box. This was done to clearly show what is required. |
 |
9a. All seams are to be sealed, including the side. |
 |
10. Tear off the foam core. Your Mater is ready to be removed from the mold |
 |
11. Mold cut line. This was marked on your mold wall earlier. This cut is the starting point. |
 |
12. After REMOVAL of the styrene spruce & base ( reservoir ) the mold cut line will appear ( that’s why we suggested to you earlier to use a SHARPIE ) follow your cut line. |
 |
13. Using a #11 scalpel blade begin cutting into the silicone. The master will begin to appear. The lines on the master will assist you in where to cut. |
 |
14. The mold now has been cut as is required no more , no less. Spread the mold nad remove your Master. |
 |
15. Master removed and now mold is ready for resealing. |
 |
16. WHAT IS RESEALING. First carefully close your mold following its original / natural seam lines. VERY IMPORTANT. Your MOLD MUST APPEAR as though it was never cut. This would be the ultimate sealing. This process will eliminate cast imperfections. ( a.k.a. nasty seam lines ) Then gently wrap the tape around your mold applying very minimal pressure. As to not compress your mold. The tape allows the mold to keep its natural shape and form. Makes it real easy for you when casting. |
 |
17. Mold ready for Injection pour .Mold does not need to be separated for pouring the resin when using this injection system. ( notice the tape around the mold ) |
 |
18. Now its time to prepare to pour. Have your resin and mixing materials ready. Casting resin , mixing cups , mixing sticks , syringe & blunt end tips. |
 |
19. Measure Resin Part A / Part B per instructions. |
 |
20. After pouring parts A & B into cup X start mixing per instructions using a mixing stick. Once you have mixed the A & B . You are ready to load syringe. BE SURE TO HAVE READY. ( note we pigmented the resin to show following steps using the syringe procedure ) |
 |
21. Insert Syringe into resin mix and fill syringe . Be sure to have mold ready. |
 |
22. Insert loaded Syringe into cavity and begin to inject. You will not need to separate your perfectly aligned and resealed mold. |
 |
23. In this photo notice resin escaping from the other hole. This shows you that all the air has been removed from the inside of the mold. |
 |
24. The reason we have a base / reservoir is this allows over fill. This gives your extra surface coverage in case of spill when moving your mold to another work area or to your pressure pot |
 |
25. Mold ready for pressure pot. |
 |
26. After desired time in pressure pot ( Marcello likes 25mins. ) Your casting is ready to be removed for the mold. Cut tape , spread mold and release your new piece. |
 |
27. A virtually seamless reproduction of your master has been achieved using this method of casting. |
 |
28. This picture shows the complete figure with its many parts ready to be assembled and painted |
 |
29. The figure assembled and painted. |
| This process was developed & photographed by Marcello Fuentes | |

 Types of RTV Silicone Molds:
Types of RTV Silicone Molds: